Achieve a uniform structure for your product
High-pressure homogenization offers a number of benefits for your products, including improved taste, texture and consistency. Ensuring the stability of the final product is particularly important for food and beverage producers, as this prevents particles from separating from the solution.
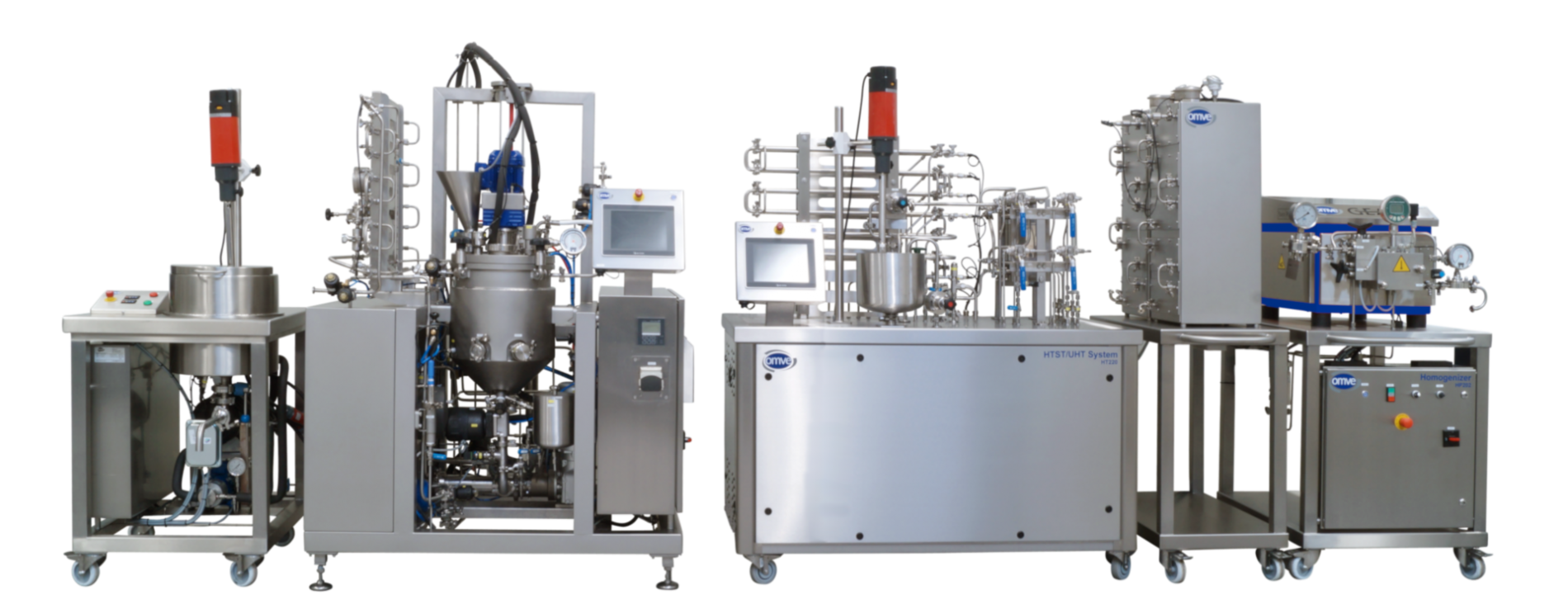
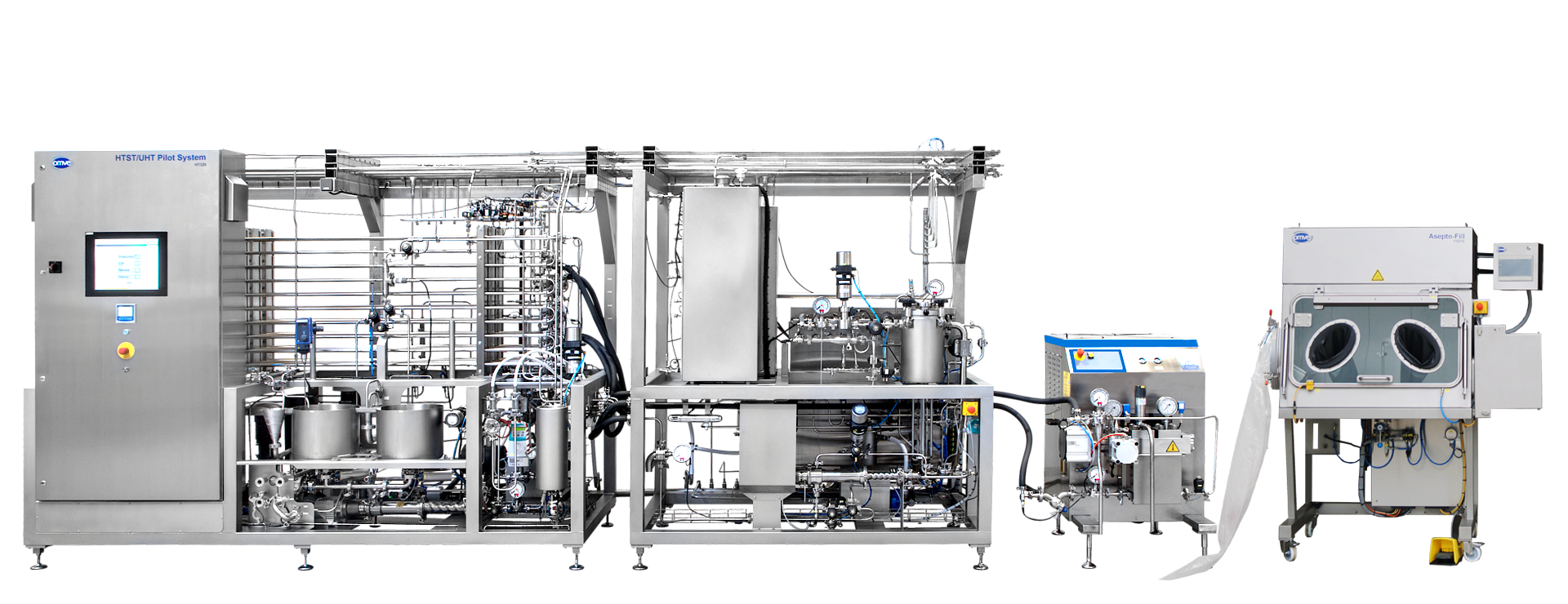
Our range of homogenizers can be connected to and controlled by our pasteurizers and sterilizers or used as standalone systems. This equipment can be used in both an up-stream and down-stream capacity. An aseptic homogenizer is required for down-stream use.
Our homogenizers have a capacity range of between 10L/h and 1,000L/h.